

Le mois dernier, un client nous a contactés alors qu'il recherchait une méthode de finition des bords d'alliages de zinc. Nous avons répondu par l'affirmative, mais compte tenu de la forme et des différences de composition propres à chaque produit, l'efficacité de la finition devait être testée avant d'être démontrée au client.
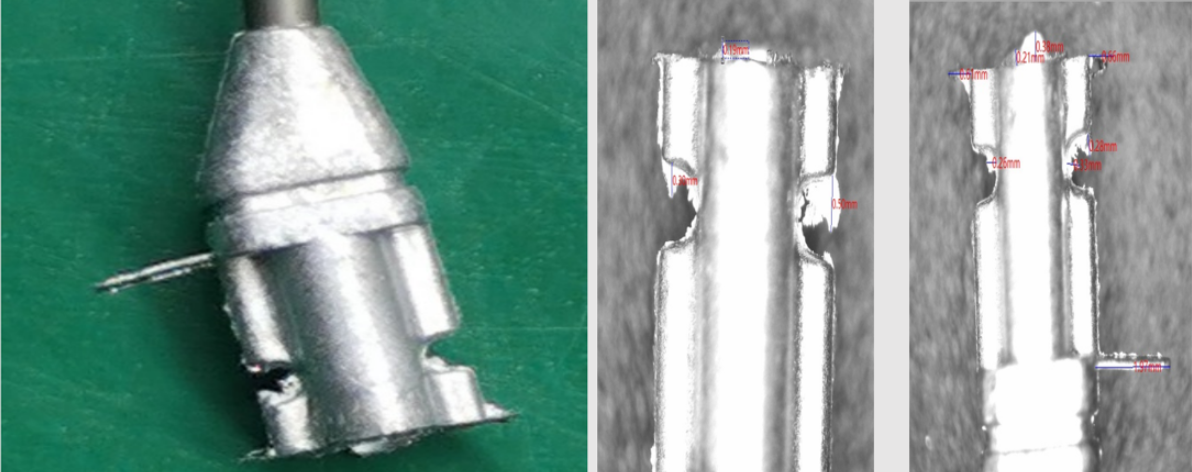
À réception du tube à joint en alliage de zinc, nous avons immédiatement examiné les bavures présentes sur le joint et constaté que le tube était soudé à celui-ci et ne pouvait être séparé. Par conséquent, les deux tubes ont dû être placés dans la machine à ébavurer à froid pour le détourage des bords. L'épaisseur des bavures variait de 0,21 à 1,97 mm, comme observé au microscope électronique ; les bavures étaient également clairement visibles à l'œil nu.
En raison des propriétés des alliages de zinc, nous utilisons la machine antidéflagrante MG pour l'ébavurage. Ce modèle est une version améliorée du modèle de base, comme suit :
1. L'environnement de l'équipement est traité antidéflagrant et il y a un évent de sécurité de décompression sur le dessus.
2. La porte de la chambre d'équipement est équipée d'une tige spéciale pour résister à la pression d'explosion.
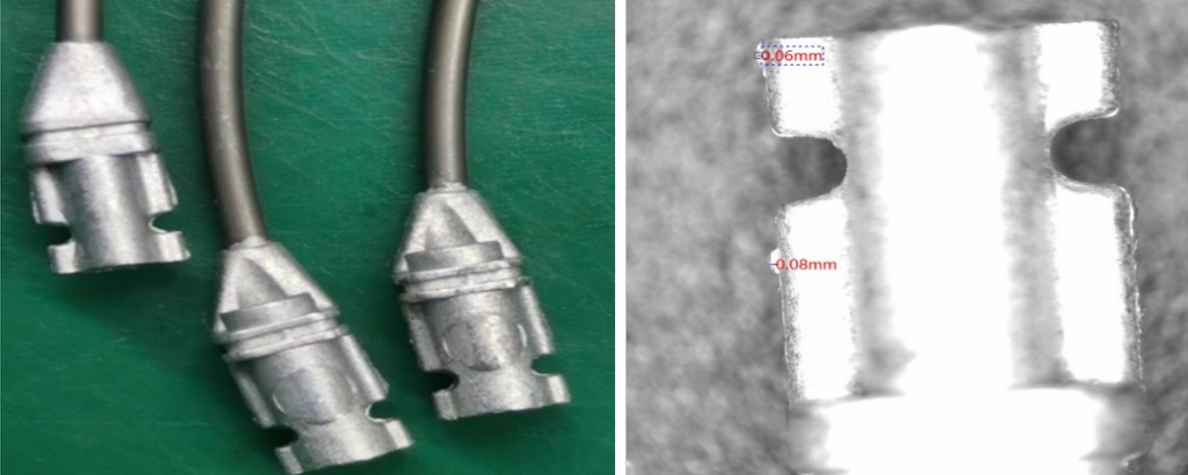
Après ébavurage cryogénique du tube en alliage de zinc, les bavures importantes visibles ont été éliminées. L'observation au microscope électronique, à un grossissement de 30 fois, a révélé que les bavures restantes, de taille réduite à 0,06 mm, étaient conformes aux exigences du client. Les résultats des tests étant satisfaisants, le produit a été expédié au client pour des tests de performance complémentaires.
Date de publication : 28 mai 2024



